







Ms.Lizzy
您好,我是大鲨鱼机械的Lizzy(真人在线)。 您需要哪款设备(型号)?欢迎微信联系我们!
250-3000mm



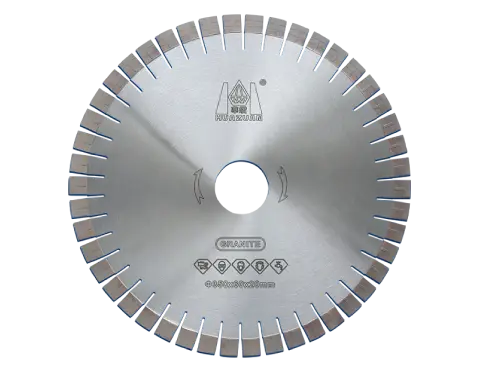
花岗岩刀头,匹配高效洁净板材切割




花岗岩硬度高,需要精准控制刀头金刚石外露度,结合剂硬度均衡,保证切割稳定。
中粗粒刀头(如30/40目),配合湿切,适用于组合大切与桥切机;充足冷却,避免刀头玻璃化。
最终成效:切缝整洁、崩边极少、整板厚度均匀。




致密玄武岩切割时发热高,须搭配高保持力结合剂防止金刚石早期脱落。
硬质结合剂在慢速高负载修边工况下依然保证切缝笔直。
刀头寿命更长,结构稳定,减少返修与停机时间。




砂岩磨损强烈,要求刀头同时具备坚韧和稳定暴露。
组合大切等多片锯系统,强韧结合剂保证速度,同时精准暴露保障切割效率持久。
提升产量,确保每条料尺寸一致。




安山岩密度变化大,不合理参数易致爆边。
合理的结合剂与优化冷却控制,保证中等转速与均匀进给时边缘整齐。
异形精度提升,返工明显减少。




火山岩结构混杂、夹杂物多,粗加工与精加工切缝稳定性挑战大。
专属刀头结构实现稳定进刀和高效排屑,贯穿整个切割流程保障切口质量。
从粗切到精抛,切缝始终保持平稳。
参数可按需求定制。
| 外径 | 刀头尺寸 | 齿数 | |||
|---|---|---|---|---|---|
| 英寸 | mm | 长度/mm | 厚度/mm | 高度/mm | 齿数/片 |
| 10" | 250 | 40 | 3 | 15 | 17 |
| 12" | 300 | 40 | 3 | 15 | 21 |
| 14" | 350 | 40 | 3.2 | 15/20 | 24 |
| 16" | 400 | 40 | 3.4 | 15/20 | 28 |
| 18" | 450 | 40 | 4 | 15/20 | 32 |
| 20" | 500 | 40 | 4.2 | 15/20 | 36 |
| 24" | 600 | 40 | 4.8 | 15/20 | 42 |
| 28" | 700 | 40 | 5.2 | 15/20 | 42 |
| 32" | 800 | 40 | 5.6 | 15/20 | 46 |
| 36" | 900 | 24 | 6/7 | 15/20 | 64 |
| 40" | 1000 | 24 | 6.5/7.5 | 15/20 | 70 |
| 48" | 1200 | 24 | 6.5/7.5 | 15/20 | 80 |
| 51" | 1300 | 24 | 7/8 | 15/20 | 88 |
| 56" | 1400 | 24 | 7.5/8.5 | 15/20 | 92 |
| 64" | 1600 | 24 | 8.4/9.2 | 15/20 | 108 |
| 72" | 1800 | 24 | 9.5/10.5 | 15/20 | 120 |
| 80" | 2000 | 24 | 9.5/10.5 | 20/30 | 128 |
| 88" | 2200 | 24 | 10.5/11.5 | 20/30 | 132 |
| 100" | 2500 | 24 | 11.5/12.5 | 20/30 | 140 |
| 120" | 3000 | 24 | 11.5/12.5 | 20/30 | 160 |
切割更快、寿命更长、边缘更洁净


寿命长,进料稳定,减少换刀与返工。
优化刀头几何形状与冷却控制,崩边更少。
结合剂和金刚石暴露均衡,切口直线度高,板材厚度统一。
耐热金属结合剂
湿切高速下不易玻璃化,适用硬质石材。
自锐型混合砂粒
多粒径砂混合设计,持续暴露新金刚石,保持切割速度稳定。
花岗岩金刚石刀头常见问题

CE认证

100+项技术专利
ISO 9001:2015
行业标准
大鲨鱼机械不仅严格执行国际工程标准,更是行业标准的核心制定者。作为绳锯机、CNC绳锯机、桥切机等多项石材机械标准的主要起草单位,我们定义高精制造规则。产品通过ISO 9001、CE认证及百余项专利,保证在高负载环境下的耐用性与安全性。

75+
全球服务国家

20+
行业设备经验
大鲨鱼机械赢得75+国家客户信赖,覆盖20+机械细分领域。从传统矿山石材加工,到半导体、石英玻璃等精密制造,再到核电拆除等专业领域,均可提供全流程追溯与专属技术支持,持续满足全球高标准生产需求。
大鲨鱼机械专注于CNC工业机械研发生产,全系设备专为高硬脆材料高精加工,如天然石材、耐火砖、石英玻璃、石墨、玻璃钢(FRP)等。
工厂直供,省去经销加价。为加工厂提供重型设备,价格更优,助您控制投资成本、加快回本。

为全球经销商提供高利润分销模式。如有特殊工艺需求,工程团队可OEM/ODM定制,包括外形尺寸、电机功率、CNC参数等,完美匹配您的材料工艺流程。

您好 👋 需要哪些帮助?